-
Що краще: таунхаус чи квартира?

-
Сучасні методи придбання залізничних квитків: Зручність та інновації

Залізничний транспорт є одним з найпоширеніших та зручних...
-
Особливості економії в умовах ремонту

-
Варіанти оздоблення стін у квартирі

Оздоблення стін у квартирі – це системоутворюючий елемент...
-
Влаштування цементно-піщаної стяжки.

-
Укладання плиткової підлоги

Перед тим як починати укладати на підлогу плитку, потрібно...
-
Підготовка поверхонь

-
Укладання плитки для підлоги

-
Фрезерні роботи

Фрезерні роботи або фрезерування – вкрай популярний метод...
-
Організація робочого місця токаря

-
Види токарних робіт з металу

Перед тим як замовити токарні роботи у приватній компанії,...
-
Види різців для обробки металу

На першій стадії роботи надається певна форма виробу завдяки...
-
Техніка безпеки на територіях підприємств та цехів

В даний час існують безліч сучасних машинобудівних підприємств...
-
Техніка безпеки на верстатах

Найнебезпечнішим виробничим фактором при роботі на токарних...
-
Планування та організація робочого місця

Організація робочого місця має використовуватись раціонально....
-
Організаційно-технологічне оснащення

Технологічна оснастка – це засоби, що забезпечують виконання...
-
Шліфувальні роботи

Шліфування - сукупність видів абразивної обробки матеріалів...
-
Основні способи обробки на токарних верстатах
- поздовжнє точення (найчастіше використовується при обробці...
-
Токарна обробка металу

Токарна обробка металу як один з методів обробки заготовок...
-
Токарно-фрезерні роботи

-
Основні види токарних робіт, що виконуються на універсальних верстатах

-
Основні поняття про токарну обробку та токарні верстати
Токарний верстат - верстат для обробки переважно тіл обертання...
-
Секрети придбання нової квартири

-
Підготовка стін до поклейки шпалер

З чого розпочати підготовку стін до обклеювання шпалерами? Як...
-
Способи вирівнювання стін: коротко про важливе

Різні способи вирівняти стіни Яку б обробку стін у квартирі...
-
Основні види токарних робіт

Основні види токарних робіт: обробка зовнішніх циліндричних...
-
Влаштування токарно-гвинторізних верстатів

-
Сутність токарної обробки

Токарна обробка - один із можливих способів обробки виробів...
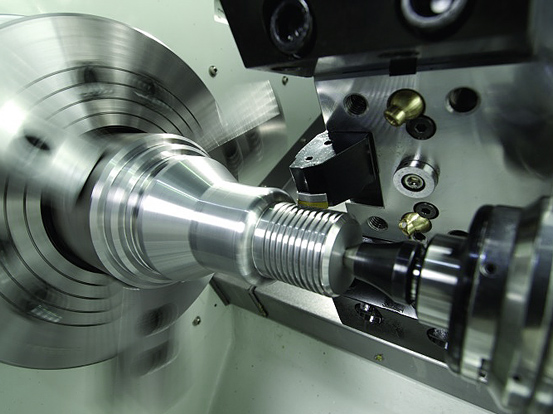
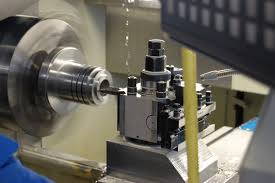
Токарна обробка металу як один з методів обробки заготовок є найбільш поширеним та широким у сфері виробництва виробів та деталей типу різних осей, кілець, втулок, дисків, валів та безлічі іншої продукції, на токарних верстатах. Сучасна токарна обробка металу має на увазі комплекс обробних механічних операцій.
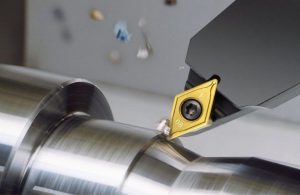
На токарних верстатах можна проводити обточування та розточування різних конічних. циліндричних, сферичних поверхонь, виточування канавок різного профілю, нарізування різьблення як на зовнішніх поверхнях так і на внутрішніх, накочування рифлених поверхонь, свердління та багато інших видів робіт. Видалення стружки з внутрішньої або зовнішньої поверхні заготовки, що обертається, здійснюється спеціальним різальним інструментом який називається різець. Основним формотворним елементом різця виступає клин, загострений під певним кутом. Рух заготівлі навколо власної осі називають головним або основним рухом різання, а зворотно-поступальний рух різального інструменту – подачею. Також присутні і допоміжні рухи, які безпосередньо не належать до різального процесу, але по суті забезпечують транспортування, закріплення болванки в патроні верстата, включення його в роботу та зміну номінальної частоти обертання болванки або швидкості подачі інструменту та інші.
Для якісної обробки деталі необхідно визначити і встановити найбільш підходящі і раціональні режими різання. Режимами різання називають три основних параметри визначальними весь процес обробки, це швидкість різання, глибина різання та подача.
На багатьох заводах токарна обробка металу проводиться на наступних типах верстатів:
· токарно-карусельні;
· Токарно-револьверні;
· токарно-гвинторізні;
· автомати токарні з одним і більше шпинделем (багатошпиндельні);
· Спеціалізовані токарно-фрезерні центри.
Стандартна Токарна обробка металу проводиться на напів- та автоматичних типах верстатів, які в свою чергу поділяються на декілька груп, залежно від положення шпинделя, який є несучим пристосуванням для встановлення та закріплення деталі, що заготовляється: вертикальні та горизонтальні. Вертикальні верстати в основному призначені для обробки деталей із значною масою, великим діаметром та відносно невеликою довжиною. Найбільш відомими за радянських часів були верстати 1К62 і 16К20.