-
Що краще: таунхаус чи квартира?

-
Сучасні методи придбання залізничних квитків: Зручність та інновації

Залізничний транспорт є одним з найпоширеніших та зручних...
-
Особливості економії в умовах ремонту

-
Варіанти оздоблення стін у квартирі

Оздоблення стін у квартирі – це системоутворюючий елемент...
-
Влаштування цементно-піщаної стяжки.

-
Укладання плиткової підлоги

Перед тим як починати укладати на підлогу плитку, потрібно...
-
Підготовка поверхонь

-
Укладання плитки для підлоги

-
Фрезерні роботи

Фрезерні роботи або фрезерування – вкрай популярний метод...
-
Організація робочого місця токаря

-
Види токарних робіт з металу

Перед тим як замовити токарні роботи у приватній компанії,...
-
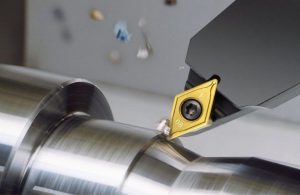
Види різців для обробки металу

На першій стадії роботи надається певна форма виробу завдяки...
-
Техніка безпеки на територіях підприємств та цехів

В даний час існують безліч сучасних машинобудівних підприємств...
-
Техніка безпеки на верстатах

Найнебезпечнішим виробничим фактором при роботі на токарних...
-
Планування та організація робочого місця

Організація робочого місця має використовуватись раціонально....
-
Організаційно-технологічне оснащення

Технологічна оснастка – це засоби, що забезпечують виконання...
-
Шліфувальні роботи

Шліфування - сукупність видів абразивної обробки матеріалів...
-
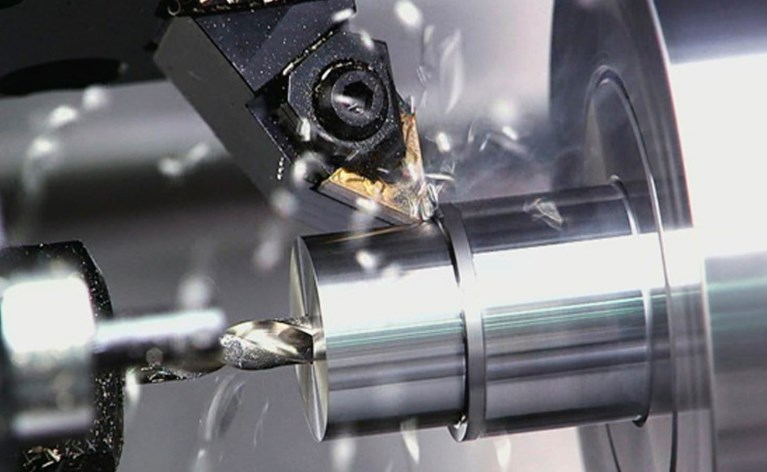
Основні способи обробки на токарних верстатах
- поздовжнє точення (найчастіше використовується при обробці...
-
Токарна обробка металу

Токарна обробка металу як один з методів обробки заготовок...
-
Токарно-фрезерні роботи

-
Основні види токарних робіт, що виконуються на універсальних верстатах

-
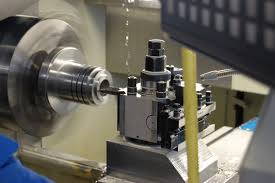
Основні поняття про токарну обробку та токарні верстати
Токарний верстат - верстат для обробки переважно тіл обертання...
-
Секрети придбання нової квартири

-
Підготовка стін до поклейки шпалер

З чого розпочати підготовку стін до обклеювання шпалерами? Як...
-
Способи вирівнювання стін: коротко про важливе

Різні способи вирівняти стіни Яку б обробку стін у квартирі...
-
Основні види токарних робіт

Основні види токарних робіт: обробка зовнішніх циліндричних...
-
Влаштування токарно-гвинторізних верстатів

-
Сутність токарної обробки

Токарна обробка - один із можливих способів обробки виробів...

Основні види токарних робіт:
обробка зовнішніх циліндричних поверхонь,
обробка зовнішніх конічних поверхонь,
обробка торців та уступів,
виточування пазів і канавок, відрізка заготовки,
обробка внутрішніх циліндричних та конічних поверхонь,
свердління, зенкерування та розгортання отворів,
нарізування зовнішнього різьблення,
нарізування внутрішнього різьблення,
обробка фасонних поверхонь,
накочування рифлень.

Токарний верстат, оснащений спеціальним пристроєм для нарізування різьблення, називається токарно-гвинторізним. Верстат складається з наступних основних частин та вузлів (складальних одиниць).
Станіна 7 – масивне чавунне основу, на якому змонтовані основні вузли верстата. Верхня частина станини має дві плоскі і дві призматичні напрямні, якими переміщуються супорт і задня бабка. Передня бабка 2 – чавунна коробка, всередині якої розташовані головний робочий орган верстата – шпиндель і коробка швидкостей.
Шпиндель є порожнистим валом. На правому кінці шпинделя кріпиться пристрій (наприклад, патрон), що затискає заготовку. Коробка швидкостей служить зміни частот обертання Супорт — пристрій закріплення різця і забезпечення руху подачі, тобто. переміщення різця в поздовжньому та поперечному напрямках. Рух подачі може здійснюватися вручну чи механічно.
Механічне (автоматичний) рух подачі супорт отримує від ходового валу 9 або ходового гвинта 8 (при нарізанні різьблення).
Супорт складається з наступних складальних одиниць; поздовжніх санок 6, фартуха 10, поперечних санок 3, верхніх (різцевих) санок 4, різ різцетримача. Коробка подач є механізмом, що передає обертання від шпинделя до ходового валу або ходового гвинта. Коробка подач служить зміни швидкості руху подачі супорта (величини подачі). Обертальний рух до коробки подач передається від шпинделя через реверсивний механізм (трензель) та гітару із суміжними зубчастими колесами.
Гітара 11 призначена для налаштування верстата на різні види різьб.
Задня бабка 5 призначена для підтиснення за допомогою центру довгих заготовок у процесі обробки, а також для закріплення та подачі стрижневих інструментів (свердлів, зенкерів, розгорток).
Токарна обробка – один із можливих способів обробки виробів шляхом зрізання із заготівлі зайвого шару металу до отримання деталі необхідної форми, розмірів та шорсткості поверхні. Вона здійснюється на металорізальних верстатах, званих токарними.
На токарних верстатах обробляються деталі типу тіл обертання: вали, зубчасті колеса, шківи, втулки, кільця, муфти, гайки тощо.
Основними видами робіт, що виконуються на токарних верстатах, є: обробка циліндричних, конічних, фасонних, торцевих поверхонь, уступів; виточування канавок; відрізання частин заготівлі; обробка отворів свердлінням, розточуванням, зенкеруванням, розгортанням; нарізування різьблення; накочування.
Інструменти, що застосовуються для виконання цих процесів, називаються ріжучими. При роботі на токарних верстатах використовуються різні різальні інструменти: різці, свердла, зенкери, розгортки, мітчики, плашки, різьбонарізні головки та ін.
Процес різання подібний до процесу розклинювання, а робоча частина ріжучих інструментів — клину.
При дії зусилля Р на різець його ріжуча кромка врізається в заготовку, а передня поверхня, безперервно стискаючи шар металу, що лежить попереду і долаючи сили зчеплення його частинок, відокремлює їх від основної маси у вигляді стружки. Шар металу, що зрізується під час обробки, називається припуском.
Всі способи обробки металів, засновані на видаленні припуску та перетворенні його на стружку, визначаються поняттям різання металу. Для успішної роботи необхідно, щоб процес різання протікав безперервно та швидко. Форма оброблюваної деталі забезпечується, з одного боку, відносним рухом заготовки та інструменту, з іншого, – геометрією інструменту.
Процес різання можливий за наявності основних рухів: головного руху — обертання заготовки та поступального руху різця, що називається рухом подачі, який може відбуватися вздовж або впоперек виробу, а також під постійним або змінним кутом до осі обертання виробу.
Обертання заготівлі називається головним рухом, оскільки воно виконується з більшою швидкістю. На оброблюваній заготівлі виділяються такі поверхні; оброблювана, оброблена та поверхня різання. При зрізанні припуску утворюється елемент, званий стружкою.
Виділяються такі види стружки:
елементна стружка (стружка сколювання) утворюється при обробці твердих і малов’язких матеріалів з низькою швидкістю різання (наприклад, при обробці твердих сталей). Окремі елементи такої стружки слабко пов’язані між собою чи зовсім пов’язані;
ступінчаста стружка утворюється при обробці сталі середньої твердості, алюмінію та його сплавів із середньою швидкістю різання. Вона є стрічкою — гладкою з боку різця і зазубреною з внутрішньої сторони;
злита стружка утворюється при обробці м’якої сталі «міді, свинцю, олова та деяких пластмас при високій швидкості різання. Ця стружка має вигляд спіралі чи довгої (часто плутаної) стрічки;
стружка надлому утворюється при різанні малопластичних матеріалів (чавуну, бронзи) і складається з окремих шматочків.
Токарна обробка виконується на токарних верстатах різних типів, що відрізняються за призначенням, компонуванням, ступенем автоматизації та іншими ознаками.
До верстатів токарної групи належать: токарно-гвинторізні, токарно-револьверні, лоботокарні, токарно-карусельні, токарні автомати та напівавтомати, токарні верстати з програмним керуванням.