-
Що краще: таунхаус чи квартира?

-
Сучасні методи придбання залізничних квитків: Зручність та інновації

Залізничний транспорт є одним з найпоширеніших та зручних...
-
Особливості економії в умовах ремонту

-
Варіанти оздоблення стін у квартирі

Оздоблення стін у квартирі – це системоутворюючий елемент...
-
Влаштування цементно-піщаної стяжки.

-
Укладання плиткової підлоги

Перед тим як починати укладати на підлогу плитку, потрібно...
-
Підготовка поверхонь

-
Укладання плитки для підлоги

-
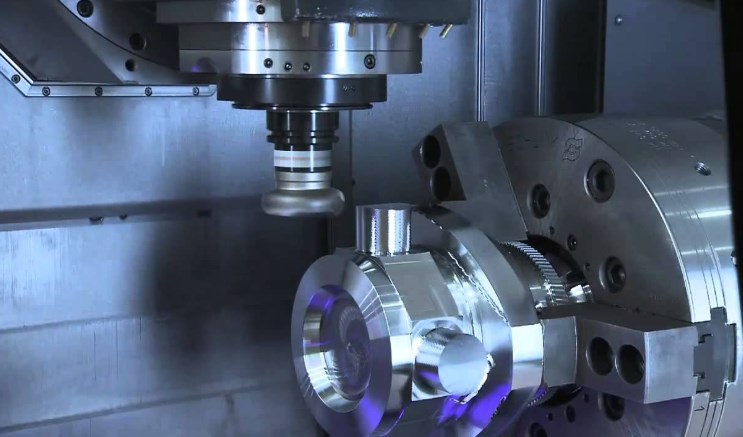
Фрезерні роботи

Фрезерні роботи або фрезерування – вкрай популярний метод...
-
Організація робочого місця токаря

-
Види токарних робіт з металу

Перед тим як замовити токарні роботи у приватній компанії,...
-
Види різців для обробки металу

На першій стадії роботи надається певна форма виробу завдяки...
-
Техніка безпеки на територіях підприємств та цехів

В даний час існують безліч сучасних машинобудівних підприємств...
-
Техніка безпеки на верстатах

Найнебезпечнішим виробничим фактором при роботі на токарних...
-
Планування та організація робочого місця

Організація робочого місця має використовуватись раціонально....
-
Організаційно-технологічне оснащення

Технологічна оснастка – це засоби, що забезпечують виконання...
-
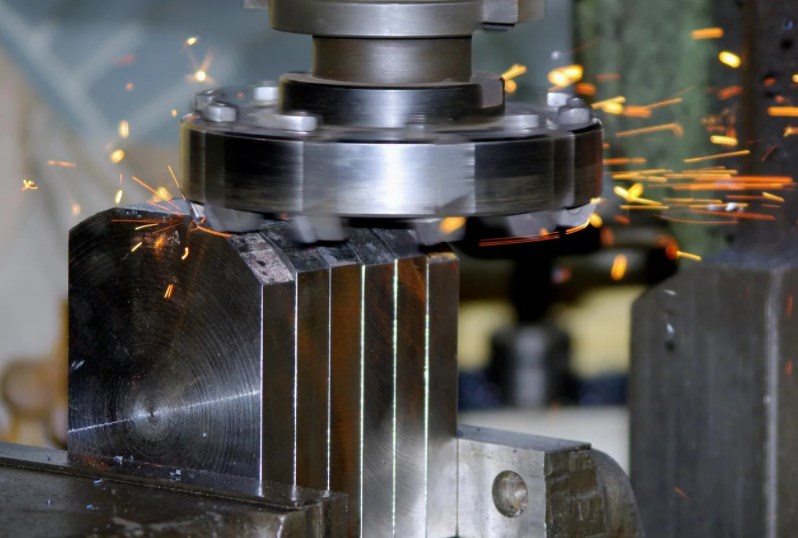
Шліфувальні роботи

Шліфування - сукупність видів абразивної обробки матеріалів...
-
Основні способи обробки на токарних верстатах
- поздовжнє точення (найчастіше використовується при обробці...
-
Токарна обробка металу

Токарна обробка металу як один з методів обробки заготовок...
-
Токарно-фрезерні роботи

-
Основні види токарних робіт, що виконуються на універсальних верстатах

-
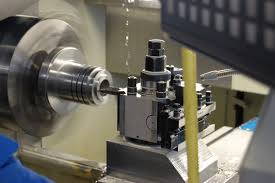
Основні поняття про токарну обробку та токарні верстати
Токарний верстат - верстат для обробки переважно тіл обертання...
-
Секрети придбання нової квартири

-
Підготовка стін до поклейки шпалер

З чого розпочати підготовку стін до обклеювання шпалерами? Як...
-
Способи вирівнювання стін: коротко про важливе

Різні способи вирівняти стіни Яку б обробку стін у квартирі...
-
Основні види токарних робіт

Основні види токарних робіт: обробка зовнішніх циліндричних...
-
Влаштування токарно-гвинторізних верстатів

-
Сутність токарної обробки

Токарна обробка - один із можливих способів обробки виробів...
Перед тим як замовити токарні роботи у приватній компанії, варто знати, що сучасне обладнання та професіоналізм працівників – це запорука успішного вирішення будь-якого завдання. До токарних видів роботи належать:
зенкерування (роблять перед розгорненням);
свердління, розточування зовнішніх поверхонь;
центрування;
нанесення насічок;
полірування (за допомогою дрібних шкірок);
обробка деталей;
хонінгування (зовнішня та внутрішня обробка абразивними брусками);
точення (на малій/великій швидкостях);
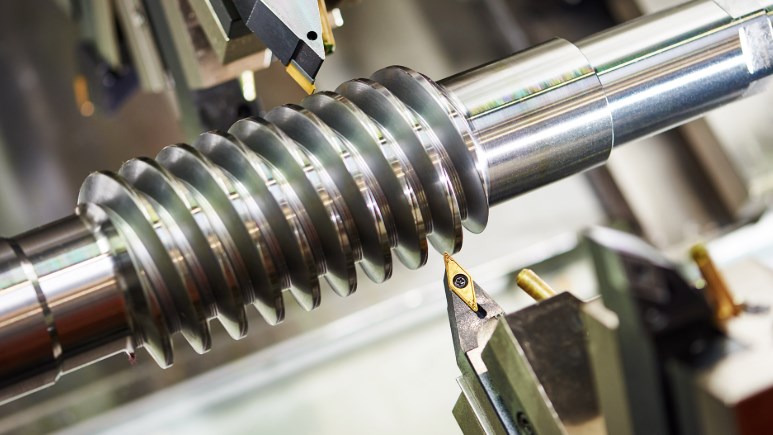
виготовлення різьблення;
обробка торців та уступів;
виточування канавок;
термінові токарні замовлення за ескізами клієнта;
різання заготовок на деталі.
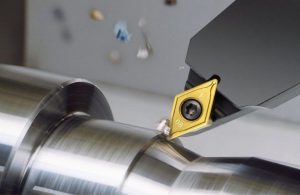
На першій стадії роботи надається певна форма виробу завдяки спеціальним насадкам – різцям. Вони можуть бути різних розмірів, серед них виділяють:
відрізні;
різьбові;
фасонні;
прохідні;
підрізні;
розточувальні.
Всі перераховані вище види відрізняються між собою формою, яка впливає на те, яким чином буде зроблено заготівлю металевого виробу. Якість отриманих деталей залежить від правильно вибраних насадок. Зазвичай різці виготовляються з металу, міцність яких вища за міцність виробу. Також можна знайти керамічні та алмазні насадки.
Різні геометричні форми різців (сферичні, циліндричні, конічні та інші) зрізають як великі, і малі металеві шари. Вони можуть рухатися як вліво, так і вправо. За цими двома перерахованими ознаками виділяють такі види насадок:
відігнуті;
прямі;
відтягнуті.
Наприкінці виходять металеві вироби потрібної форми, без шорсткості, а також інших недоліків.

В даний час існують безліч сучасних машинобудівних підприємств та їх територія використовується для перевезення, транспортування заготовок, виробів, вузлів, різної продукції з одного цеху в інший на електрокарах, поїздах візках, машинах, кранах, що загрожує здоров’ю і в деяких випадках для життя.
У зимову пору року пішохідна доріжка має бути посипана піском, щоб не впасти при ожеледиці. Обережно піднімайтеся вуличними сходами, на них може бути крига. Навесні під час танення снігу з дахів цехів падають бурульки, не ходіть поблизу будівель.
У зв’язку з цими факторами слід суворо дотримуватися правил поведінки на даному підприємстві і безпосередньо в цехах: Ходіть тільки по пішохідних доріжках і тротуарах, не переходьте залізничні колії при поїзді або поїзді, що наближається, не пролазьте під вагонами (може поїхати), не проходьте між розчепленими вагонами при переході проїзної частини дороги керуйтеся сигналами або розміткою.
На території цехів небезпеку несуть крани, підйомники та багато іншого. Керувати підйомними механізмами мають права лише ті люди, у яких є допуск і посвідчення (стропальник).
Робочі місця повинні бути розташовані під підвісними транспортними пристроями, конвеєрами, монорейками, кран балками. Під час транспортування різних вантажів суворо заборонено перебувати під вантажем.
Для забезпечення сприятливих умов праці в цеху на робочому місці має бути підведене висвітлення, яке вимикається після закінчення роботи. Місцеве освітлення має харчуватися від напруги 36В.
Найнебезпечнішим виробничим фактором при роботі на токарних верстатах є:
Шпиндель, вали, черв’яки, стружка, що обертається, і якщо сказати одним словом, то небезпеку представляють всі обертові механізми верстата.
Перед початком роботи на токарних верстатах необхідно знати:
Почніть зі свого робочого одягу, приведіть його в порядок, застебніть всі гудзики або клепки, щільно підв’яжіть або закатайте рукави, якщо є довге волосся приберіть його в головний убір.
Підготуйте своє робоче місце:
Перевірте справність усіх захисних щитків, справність захисних кінцевиків (за наявності). Захисні окуляри (мають бути чистими, без подряпин і тріщин), попередньо приготуйте різальний, міряльний інструмент, пристосування необхідні для виготовлення даної деталі, тару для заготовок і придатної продукції, подивіться чи все в порядку з підніжними гратами, підлога навколо верстата повинна бути чистою і без олійних плям.
Перед початком роботи перевірте:
Гальмівні механізми, пристрої керування, мастильну подачу на механізми та напрямні, натяг ременів та ланцюгів. Для такої перевірки досить поганяти верстат протягом декількох хвилин на холостому ходу, і вам відразу стане ясно чи справний верстат чи ні по механічній частині. Приступайте до роботи, якщо верстат повністю справний.
Під час підготовки верстата до роботи:
Установку різців, пристроїв, оснасток та інше, верстат повинен знаходитися у вимкненому положенні. Після встановлення різців, оснастки прокрутіть шпиндель вручну і переконайтеся, що різці не ударяються об патрон, шпиндель та оснастку.
Особливості правил безпеки під час роботи, налагодження на верстатах з ЧПУ:
Наладчик перевіряє верстат із ЧПУ перед початком роботи тест програмами. Після налагодження зніміть усі рукоятки та ключі.
Під час роботи верстата:
Міцно закріплюйте заготівлі, що охоплюються, і деталі в патроні, оправках або центрах. Під час встановлення зняття заготовок більше 20 кг користуйтеся краном або підйомними пристроями. У жодному разі не залишайте ключ у патроні після закріплення або зняття деталі. Не чіпайте і не пригальмовуйте руками увімкнений або не до кінця зупинений шпиндель. При збиранні стружки необхідно використовувати верхівки, металеві гачки. Не робіть прибирання, протирання, мастило верстата при обробці деталі. При вимірах деталі вимикайте обертання шпинделя та обережно робіть виміри. Будьте обережні при вимірах, на деталях можуть бути гострі кромки (можна порізати руки). Закривайте зону різання захисними кожухами, екранами. При швидкісному точенні слід застосовувати різці зі стружколомаючими канавками або різці стружколоми. При зачистці задирок або поліруванні застосовуйте затискачі, в руках тримати абразивну шкірку заборонено. Не жорсткі вали необхідно обробляти в люнетах, а краї прутка, що виступають, слід огороджувати трубчастими кожухами. Працювати необхідно суворо за тим процесом і виставляти ті режими різання, які вказані в технології. Перед вимкненням обертання шпинделя відключіть автоматичну подачу верстата та відведіть різальний інструмент від деталі. Забороняється працювати в рукавичках, забинтованих пальцях (можна скористатися гумовими напальчниками). Витирайте руки чистим ганчір’ям, не використовуйте ганчір’я для витирання рук після протирання верстата (можна порізатися дрібною стружкою). При обертанні шпинделя більше 150об/хв не користуйтеся жорсткими центрами, при обробці великогабаритних деталей користуйтеся центрами, що самозмащуються. У момент перерв відключайте обертання шпинделя. У разі збою електропостачання або витоку олії в терміновому порядку відключіть обладнання. Забороняється відчиняти дверцята електрошаф, захисні кожуха електрообладнання. У випадках будь-яких несправностей повідомляйте майстра або чергового зміни. До усунення несправності працювати заборонено. Тримайте своє робоче місце у чистоті, не змушуйте його деталями та заготовками. Слідкуйте за СОЖ щоб вона не потрапляла на підлогу та підніжну решітку.
Після закінчення роботи:
Відключіть верстат і знеструмте його рубильником, приберіть стружку зі верстата і біля нього спеціальними засобами, змастіть машинним маслом напрямні і обертові вали і черв’яки. Заберіть різальний та міряльний інструмент.

Організація робочого місця має використовуватись раціонально. Розташування обладнання, оснащення, ефективне використання виробничих площ, створення зручних та безпечних умов праці, грамотне розташування різних інструментів, заготовок та придатної продукції на робочому місці.
Рекомендується розташовувати всі предмети на робочому місці в межах витягнутої руки, це використовується для того, щоб не робити зайвих рухів, які викликають додаткові витрати робочого часу та підвищують стомлюваність робітника. Для вироблення автоматизму і зниження стомлюваності звикайте розташовувати все в тому самому розташуванні наприклад: ключі зліва деталі справа і з роками ви звикнетесь.
Пам’ятайте, що стелажі, тумби повинні розташовуватися з тим розрахунком, щоб навколо верстата залишилися проходи не менше одного метра. Таке розташування зручно при прибиранні верстата, стружки та зручно підходити за тим чи іншим інструментом у процесі роботи.
Для верстатів з ЧПУ планування робочого місця полягає приблизно так само, як і у токарів універсалів. Робоче місце верстатів з ЧПУ оснащується додатковим пересувним столом на якому розміщені вимірювальні інструменти, ріжучі блоки і те, що необхідно для виготовлення даної деталі, а також стелажі, тумби, стенди. У той час коли приходить наладчик пересувний стіл забирається і наладчик починає свою організацію та планування робочого місця. На робочому місці наладчика має бути програмоносії, еталонні деталі. Оператор верстатів із ЧПУ працюють спільно з наладчиками.