-
Искусство печати на футболках: от технологий до творчества

-
VIP-ремонт квартир представляет собой высококлассный и роскошный подход к ремонту

-
Путеводитель по выбору и покупке кофе в зернах: наслаждайтесь истинным вкусом

-
Гравировка клавиатуры: искусство и практичность
-
Клей для плитки: ключевые аспекты выбора и правильного применения

-
Современный магазин сантехники: Где выбрать идеальные решения для вашего дома

Сантехника которую можно приобрести на сайте https://ovs.com.ua/ru/santekhnika...
-
Горящие путевки в Египет: Незабываемый отдых по выгодной цене

Египет – это удивительная страна, окутанная аурой загадочности...
-
Возможность самовыражения: Создайте уникальный стиль с помощью дверей Rodos
Отличные новости для жителей Львова и всех любителей качественных...
-
Выбор слесарных тисков

-
Итальянское электротехническое оборудование от европейских брендов

-
Натяжные потолки

Обустройство натяжных потолков от elit-steli.kiev.ua сегодня...
-
Выбираем шуруповерт

Шуруповерт который можно приобрести на сайте https://stanleys.ua/...
-
5 причин отдать предпочтение магазину DSTrade, если вам нужна качественная пленка для авто

-
Портативный мини USB вентилятор

-
Потолочный гипсокартон в интерьере: стоит ли сегодня выбирать этот материал?

-
Газонокосилки с ножом: поломки и ремонт

-
Строительство дома из бревен

-
Можно ли уложить самостоятельно наливное покрытие?

-
Армированная прозрачная тепличная пленка

-
Вибираємо покрівлю для котеджу

-
Способы выравнивания стен: коротко о важном

-
Подготовка стен к поклейке обоев

С чего начать подготовку стен к оклеиванию обоями? Как снять...
-
Особенности экономии в условиях ремонта

С началом любого ремонта открываются нюансы, которые могли...
-
Варианты отделки стен в квартире

-
Устройство цементно-песчаной стяжки.

Цементно-песчаную стяжку делают на поверхностях различного...
-
Укладка плиточных полов

Перед тем как начинать укладывать на пол плитку, нужно очень...
-
Подготовка поверхностей

-
Укладка напольной плитки

Плитка укладывается на специальный клей, который продается...
-
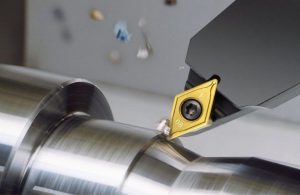
Сущность токарной обработки

Токарная обработка — один из возможных способов обработки...
-
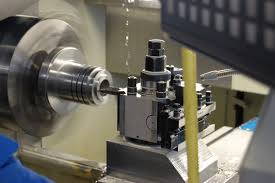
Устройство токарно-винторезных станков

-
Основные виды токарных работ

Основные виды токарных работ: обработка наружных цилиндрических...
-
Какие параметры следует учитывать, приобретая автомобильное масло

-
Бескаркасные или гибридные? Выбираем щетки стеклоочистителя

Современные запросы автолюбителей вынуждают производителей...
-
«АвтоАптека» – надежный поставщик высококачественных моторных масел в Украине!

-
Натуральный камень в интерьере: причины его популярности

-
Переезд зимой с помощью грузового такси компании «ЭКСТРАЭКОНОМ» — несколько советов, которые помогут организовать переезд в холодное время года

Зима не самое подходящее время для смены места жительства....
-
Помощь в поиске компании, которая занимается грузоперевозками и несколько аргументов в пользу «ЭкстраЭконом»

-
Л-лизин – что это и зачем требуется?

-
Что нужно знать, чтобы правильно выбрать обои?
Многие хозяева, затеявшие ремонт, считают, что выбор обоев...
-
2 причины воспользоваться услугами ООО «Современные деревянные дома» для строительства бани под ключ

-
Автоматика IEK: надежность и функциональность
-
Как победить сильного игрока в покер?
-
Особенности современных ротаметров
Ротаметр – это измерительный прибор, применяемый для оценки...
-
Основные понятия о токарной обработке и токарных станках
-
Основные виды токарных работ, выполняемых на универсальных станках

-
Токарно-фрезерные работы

При нынешней культуре производства и многочисленных способах...
-
Токарная обработка металла

-
Безопасный ремонт в детской

Ремонт в детской – дело ответственное. Здесь важно не только...
-
Варианты обустройства балкона

Балкон – нежилая часть квартиры, которая чаще всего служит...
-
Как расширить и переоборудовать ванную: что можно и чего нельзя

То самое помещение, в котором мы чаще всего испытываем дефицит...
-
Как подготовиться к ремонту квартиры?

-
Как нужно проводить ремонт в квартире

Рано или поздно каждому владельцу городской квартиры придется...
-
Как понять, что пора делать ремонт, и сделать его без ошибок

Продажа квартиры, прибавление в семье, отсутствие ремонта...
-
Частые ошибки, совершаемые при ремонте ванной комнаты

Ванная комната, как и любое другое помещение в жилом доме,...
-
Утепление каркасных домов

Качественное утепление стен и потолков в каркасном домостроительстве...
-
Основные способы обработки на токарных станках
- продольное точение (чаще всего используется при обработке...
-
Шлифовальные работы

-
Дома ремонт: правильно клеим обои
-
Как сделать домашнее освещение декоративным элементом?
Вы на этапе меблировки квартиры или дома? Основа - продуманный...
-
Достоинства и недостатки шаровых кранов
Широкое применение шарового крана в сетях коммунально-бытового...
-
Все самое необходимое и эффективное для полива – агромагазин «Agrolavka.com.ua»
Эффективная система капельного полива https://agrolavka.com.ua/g1253106-oroshenie-poliv...
-
Плитка из натурального камня
Производство плитки из натурального камня - многоступенчатый...
-
Промышленные теплообменники в Харькове

Правильное использование и распределение ресурсов является...
-
Чем занимаются таможенные брокеры
-
3 рекомендации, которые помогут вам выбрать лучшую SEO-студию и профессиональная работа компании «Site Ok»

Если вы владеете своим бизнесом, вы наверняка знаете о том,...
-
Как защитить свой дом?
"Мой дом - моя крепость" - говорят англичане, и с ними нельзя...
-
Преимущества террасной доски из ДПК
Человек и природа - это два фактора, взаимодействующих друг...
-
Для чего предназначен спанбонд и как он используется? – агромагазин «Kapelka.com.ua»
-
Какой обогреватель выбрать: инфракрасный или керамический?

-
Нужна отличная защита дерева, тогда несколько оснований выбрать пропитку для древесины от «Bionic-house»

-
Отделка балконов и лоджий под ключ

Перечень услуг под ключ Внутренняя отделка балкона и лоджии...
-
Способы укладки керамической плитки. Стильное оформление ванных комнат

-
Обойные работы

-
Стекольные работы

-
Малярные работы

-
Штукатурка внутренняя

Строительными нормами и правилами установлены три разновидности...
-
Штукатурка фасадов

-
Облицовочные работы

Расчет строительных работ по облицовке поверхности природным...
-
Организационно-технологическая оснастка

-
Планировка и организация рабочего места

Организация рабочего места должно использоваться рационально....
-
Техника безопасности на станках

-
Техника безопасности на территориях предприятий и цехов

В настоящее время существуют множество современных машиностроительных...
-
Купить торговый павильон теперь можно по самым выгодным ценам, обращаясь в нашу компанию

Если вы проходите по рынку, то наверняка замечали, что многие...
-
Почему пенобетон называют долгожителем и выделяют из общего числа стройматериалов?

Используя стройматериалы Харьков отнюдь не самыми последними...
-
Газовый подогрев пола: особенности, достоинства и недостатки

Подогрев полов в помещении является компактным, недорогим...
-
Керамическая плитка и ее основные преимущества

-
Дом на две семьи: на сколько комфортен дуплекс

Дом на две семьи – или иначе дуплекс, — это жилье, которое...
-
Применение ПАВ
Рекомендован ряд химических веществ для связывания осевшей...
-
Изучение закономерностей пылеулавливания пеной
Применение ПАВ обусловлено необходимостью снижать краевой...
-
Шахтная вода
-
Влияние добавок химических веществ на краевой угол смачивания
-
Эффект увеличения отрицательной электрозаряженности
С целью проверки данного предположения проведены эксперименты...
-
Естественная электризация жидкостей
-
Электрические силы
-
Эксперименты по определению величины и знака удельной электро-заряженности водного аэрозоля
-
Влияние добавок химических веществ на размеры капель в факеле орошения
В блок IV входят насос 8 и резервуар 9. Стендовая установка...
-
Химические вещества для управления свойствами капелы
Для определения дисперсности распыливания жидкости применяют...
-
Применение ингибиторов для борьбы со взрывами угольной пыли
Известно, что эффективность увлажнения витающей пыли диспергированной...
-
Инертная пыль
В МакНИИ было испытано 30 различных солей и их смесей. Лучшим...
-
Расход флегматизаторов
Инертная пыль не должна содержать более 5 % горючих веществ,...

 С этой точки зрения смесь на крахмальном клейстере более удобна, так как при хранении в эксикаторе она сохраняет способность к пластическому течению на протяжении 2-3 суток. Для определения оптимальных режимов мундштучного прессования конкретных пористых изделий была использована пресс-форма с диаметром мундштука 50 мм и длиной формующей части в 25 мм. Прессование производилось на 200-тонном прессе со скоростью хода верхней траверсы 1,8 см/сек. Степень обжатия составляла 85%. При прессовании смесей с оптимальным содержанием полиакриламида удельное давление составляло 80-150 кГ/см2, при этом получены пористые трубы 0 50 мм, длиной до 600 мм с толщиной стенки 5 мм. Небольшое снижение содержания полиакриламида в смеси (до 23-25% для АПЖМ и до 14-15% для Х17Н2) повышало удельное давление прессования до 600-700 кГ/см2; трубы получались при этом несплошными (с трещинами) и небольшой длины (до 300 мм). Это подтвердило тот факт, что полиакриламид, реагируя с частицами порошка железа или стали, разрушается полностью, в результате чего смесь теряет способность к пластическому течению.
С этой точки зрения смесь на крахмальном клейстере более удобна, так как при хранении в эксикаторе она сохраняет способность к пластическому течению на протяжении 2-3 суток. Для определения оптимальных режимов мундштучного прессования конкретных пористых изделий была использована пресс-форма с диаметром мундштука 50 мм и длиной формующей части в 25 мм. Прессование производилось на 200-тонном прессе со скоростью хода верхней траверсы 1,8 см/сек. Степень обжатия составляла 85%. При прессовании смесей с оптимальным содержанием полиакриламида удельное давление составляло 80-150 кГ/см2, при этом получены пористые трубы 0 50 мм, длиной до 600 мм с толщиной стенки 5 мм. Небольшое снижение содержания полиакриламида в смеси (до 23-25% для АПЖМ и до 14-15% для Х17Н2) повышало удельное давление прессования до 600-700 кГ/см2; трубы получались при этом несплошными (с трещинами) и небольшой длины (до 300 мм). Это подтвердило тот факт, что полиакриламид, реагируя с частицами порошка железа или стали, разрушается полностью, в результате чего смесь теряет способность к пластическому течению.
При сушке труб наблюдается большая усадка.
Для предотвращения трещин на трубе из-за затруднений усадки сушку труб производили на бумажной насадке.
Применяемая при прессовании металлическая насадка перед сушкой из трубы вынималась. Коробления труб с применением бумажной насадки не наблюдалось.
Сухие трубы имеют достаточную прочность, не осыпаются, однако легко подвергаются обработке (пилятся пилой и затачиваются на наждачном камне), что с технологической точки зрения весьма удобно для доводки размеров изделия перед спеканием.
На трубах из АПЖМ в неспеченном состоянии наблюдалось полное окисление по всему сечению.